

Binnenslijpen is de bewerking van boringen en gaten met behulp van slijpschijven. Op het eerste gezicht lijkt dat eenvoudig, maar binnenslijpen is een moeilijke slijpbewerking. Hoe komt het dat binnenslijpen zo moeilijk is? Twee redenen zijn weergegeven in de afbeelding.
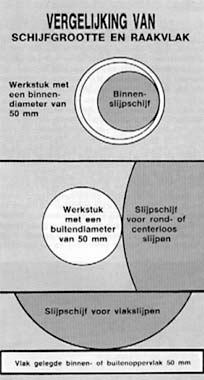
- Vergelijk de maat van de slijpschijf voor het binnenslijpen met de schijven voor rond-, centerloos- en vlakslijpen. Om een gat met een diameter van 50mm inwendig te slijpen zouden we een slijpschijf gebruiken met een diameter van maximaal 40mm. Om de buitenkant van een onderdeel met een diameter van 50mm uitwendig te slijpen zouden we een slijpschijf van b.v. 400mm diameter gebruiken. Voor het vlakslijpen van hetzelfde onderdeel zouden we een slijpschijf met een diameter van ten minste 175mm gebruiken.
De hoeveelheid te verspanen materiaal verschilt niet veel bij de drie methoden – 0,25mm is een normale hoeveelheid. Het slijpoppervlak van de binnenslijpschijf is echter 5 tot 16 maal zo klein als bij de andere slijpschijven.
- Vergelijk daarna eens de grootte van de raakvlakken tussen werkstuk en slijpschijf. Bij het vlakslijpen en bij het rondslijpen hebben we geen raakvlak maar een raaklijn. Bij deze manier van slijpen valt het slijpsel direct van het werkstuk en belemmert het slijpproces niet. Bij binnenslijpen wikkelt het werkstuk zich rond de slijpschijf. Het grote aanrakingsvlak verspreidt de druk van de slijpschijf die door de ingestelde slijpdiepte veroorzaakt wordt. Dit maakt het moeilijker het slijpsel te verwijderen en de druk, die nodig is om de schijf vrij te laten snijden en scherp te houden wordt minder.
- Het derde probleem is de stabiliteit van de slijpschijf. Het feit dat de slijpschijf een stuk moet uitsteken, gekoppeld aan de weerstand veroorzaakt door het grote raakvlak, maakt de problemen van het binnenslijpen nog gecompliceerder.
Bovendien moeten de slijpschijf, het werkstuk en het spangereedschap goed in een lijn liggen om een zuivere bewerking mogelijk te maken. De binnenslijpschijf verspert het gat waardoor het moeilijk is de koeling aan te brengen. Ook kan het problemen geven om de slijpschijf de optimale snelheid te geven.
Ondanks alle moeilijkheden is het binnenslijpen een methode van grote materiaalverspaning en is het hiermee zuivere afmetingen en geometrische nauwkeurigheid te verkrijgen.

In bijna alle gevallen zal het binnenslijpen met diamant en CBN slijpschijven de meest economisch oplossing zijn. De verschillende mogelijkheden met korrel, binding en stift/opspanning zijn erg groot. Hieronder volgt een overzicht van de verschillende korrels gekoppeld aan de meest gebruikte bindingen.
Galvanische Electroplated binding
Diamant
- Zeer hoge verspaning. Oppervlakte ruwheid afhankelijk van mate van slijtage. Speciale vormen zijn mogelijk. Slijpbewerking zowel met als zonder koeling.
- T.b.v. het bewerken van hardmetaal, harde kortspanige materialen (zoals keramische en poeder-metallurgische materialen) etc. Op binnenslijpmachines en coördinaten slijpmachines.
C.B.N.
- Zeer hoge verspaning. Gelijkmatige oppervlakte ruwheid na een bepaalde inloop periode. . Speciale vormen zijn mogelijk. Slijpbewerking zonder koeling of met 100% olie.
- T.b.v. het bewerken van HSS en hooggelegeerde, geharde staalsoorten. Op binnenslijpmachines en coördinaten slijpmachines.
Metaal binding
Diamant
- Hoge standtijd, gemiddelde verspaning. Goede vormvastheid. Oppervlakte ruwheid afhankelijk van korrelgrofte en parameters. Slijpbewerking liefst met koeling, zonder koeling is mogelijk.
- T.b.v. het bewerken van hardmetaal, harde kortspanige materialen (zoals keramische en poeder-metallurgische materialen), vlak glas en glas t.b.v. optiek. Op binnenslijpmachines en coördinaten slijpmachines en op hoogtoerige handslijpmachines.
Kunsthars bakeliet binding
Diamant
- Gemiddelde verspaning. Gemiddelde standtijd. Koel en gemakkelijk slijpgedrag. Oppervlakte ruwheid afhankelijk van korrelgrofte en parameters. Slijpbewerking zowel met als zonder koeling.
- T.b.v. het bewerken van hardmetaal inclusief de hardmetalen tanden van zaagbladen. Matrijzenbouw. Op binnenslijpmachines en coördinaten slijpmachines.
C.B.N.
- Gemiddelde verspaning. Gemiddelde standtijd. Koel en gemakkelijk slijpgedrag. Oppervlakte ruwheid afhankelijk van korrelgrofte en parameters. Slijpbewerking zowel met als zonder koeling, met koeling wordt aanbevolen.
- T.b.v. het bewerken van HSS en geharde chroomstaalsoorten. Op binnenslijpmachines en coördinaten slijpmachines.
Keramische binding
C.B.N.
- Gemiddelde verspaning bij gebruik op gelegeerde en geharde staalsoorten. Eenvoudig te dressen, hoge standtijd. Oppervlakte ruwheid afhankelijk van korrelgrofte en parameters. Slijpbewerking met koeling. De standtijd van keramisch gebonden binnenslijpschijven neemt onevenredig toe naar mate de concentratie hoger is.
- T.b.v. het bewerken van HSS en geharde chroomstaalsoorten. Op binnenslijpmachines en coördinaten slijpmachines.